At Rolled Threads Unlimited, thread rolling is more than just a manufacturing process—it’s a craft built on precision, material science, and decades of experience.
From aerospace fasteners to high-performance industrial components, we specialize in producing strong, accurate threads on some of the industry’s most difficult materials, including titanium, nickel-based superalloys, and high-strength stainless steels.
So what actually happens during thread rolling? Here’s a behind-the-scenes look at how raw material becomes a finished precision-threaded component.
Every Project Starts with the Right Plan
Successful thread rolling begins long before the machines start running.
When a customer sends us a quote request, we review every aspect of the project, including:
- Material type and condition
- Thread specifications and tolerances
- Part geometry
- Production volume
- Functional requirements
This early planning stage is critical. Different materials react differently during thread rolling, especially high-strength alloys and aerospace-grade materials. Selecting the proper tooling, blank diameter, and process sequence upfront helps ensure consistent results throughout production.
Step 1: Preparing the Blank
Thread rolling begins with a cylindrical blank that has been machined or centerless ground to a very specific diameter.
This starting diameter is extremely important because thread rolling displaces material rather than removing it. If the blank size is incorrect, the finished thread may not meet pitch diameter, major diameter, or root profile requirements.
Material condition also matters. Some alloys roll easily, while others require carefully controlled processing due to their strength, hardness, or work-hardening characteristics.
Step 2: Forming the Threads
Unlike traditional cutting methods, thread rolling is a cold-forming process. No chips are produced and no material is removed.
Instead, hardened steel dies apply enormous pressure to the surface of the blank, plastically deforming the material until the thread form is created.
The process typically occurs in three stages:
Initial Contact
The dies first contact the workpiece surface and begin applying concentrated pressure.
Material Flow
As pressure increases, the material begins to flow into the thread form of the dies. During this stage, the grain structure follows the contour of the thread profile rather than being cut across.
Final Thread Formation
The thread geometry is fully formed as the material fills the die profile and reaches final size.
One of the major advantages of thread rolling is the improved grain flow produced during cold forming. Compared to cut threads, rolled threads often provide:
- Improved fatigue resistance
- Increased thread strength
- Better surface finish
- Greater consistency in high-volume production
Step 3: Process Control and Inspection
Precision thread rolling requires constant monitoring throughout production.
Our operators carefully control variables such as:
- Material response
- Die condition
- Rolling pressure
- Part alignment
- Dimensional consistency
Thread characteristics including pitch diameter, major diameter, lead accuracy, and surface finish are routinely inspected to ensure compliance with customer and industry specifications.
For many applications, especially aerospace and high-performance components, maintaining tight dimensional control is essential to both fit and function.
Step 4: Managing Heat and Tooling Performance
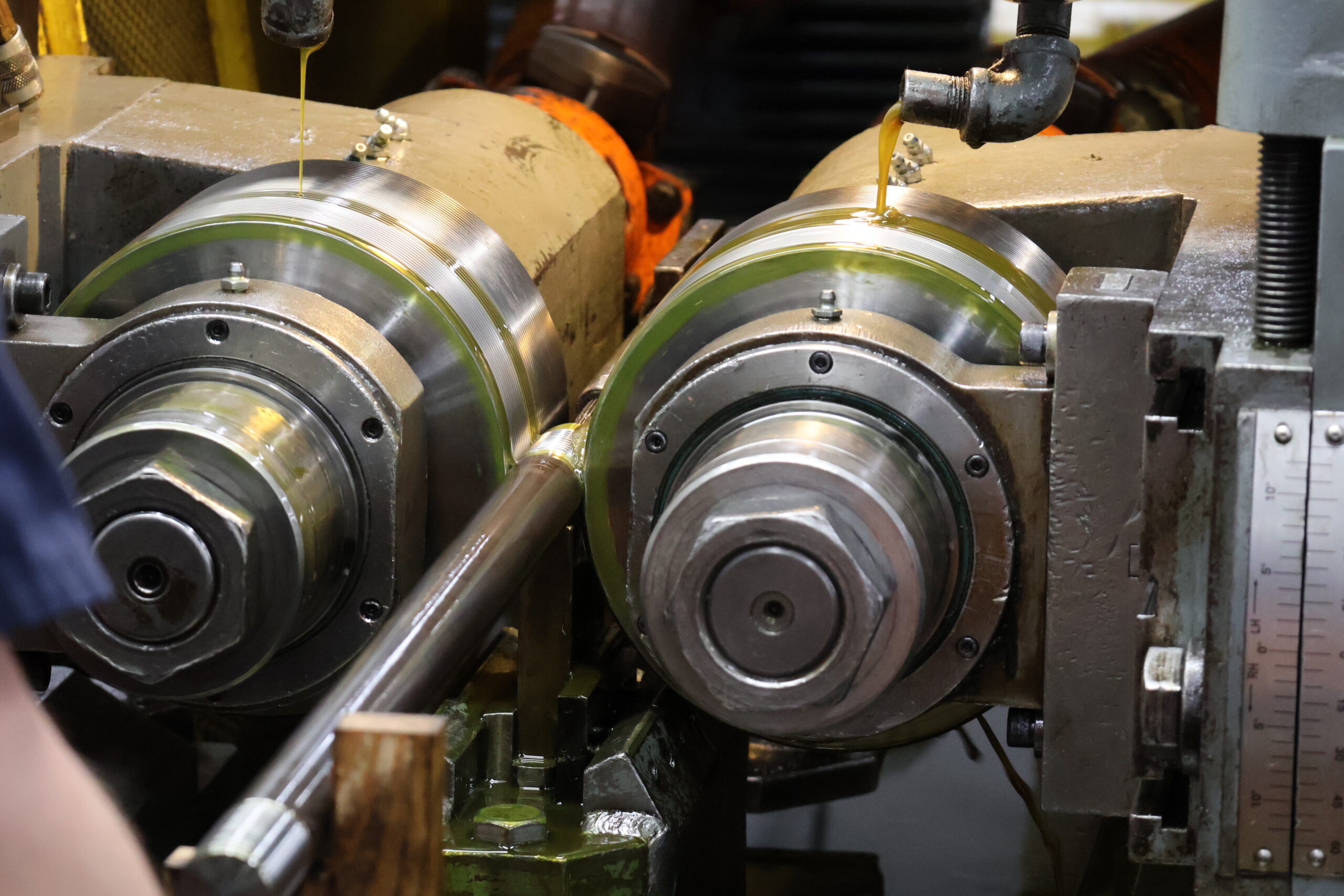
Although thread rolling is a cold-forming process, significant friction and pressure are generated during production.
To help maintain stable operating conditions, lubricants and process fluids are used to reduce friction, improve die life, and support consistent thread quality. Proper lubrication is especially important when rolling difficult materials such as nickel-based superalloys and titanium alloys, which can generate substantial heat and stress during deformation.
Controlling these variables helps protect tooling while maintaining dimensional consistency throughout a production run.
Speed Without Sacrificing Quality
One of the biggest advantages of thread rolling is efficiency.
In many cases, threads can be formed in just seconds while still maintaining exceptional strength and surface quality. Compared to other threading methods, rolling often provides faster cycle times and longer tool life—especially in high-volume production environments.
Production timelines still vary depending on material type, part complexity, and order size, but our team works proactively to keep projects moving and deliver reliable turnaround times.
Final Inspection and Delivery
Once production is complete, parts move through final inspection and packaging before shipment.
Protecting the threads during handling and transportation is critical. Every component is packaged to help ensure parts arrive clean, undamaged, and ready for use.
For customers with recurring production needs, we also offer inventory management and scheduled release programs. This allows customers to reduce excess inventory while ensuring product availability when needed.
Built on Precision
At Rolled Threads Unlimited, we’ve built our reputation on understanding the details that matter, especially when working with the industry’s most challenging materials and applications.
If you have an upcoming project, our team is ready to help evaluate the best thread rolling solution for your application.